Sub-assembly manufacturing breaks this complexity into manageable, pre-built units—tested, verified, and ready for integration. Instead of wrangling thousands of individual parts at the final line, manufacturers produce functional intermediate assemblies in parallel, inspect them independently, and deliver them lineside as ready-to-install modules. The result: faster production cycles, earlier defect detection, lower costs, and simplified supply chains.
This guide covers what sub-assembly manufacturing is, how the process works step-by-step, key benefits backed by industry data, types of sub-assemblies across sectors, and how to evaluate in-house versus outsourced strategies.
TLDR
- Sub-assembly manufacturing pre-combines components into tested, functional units before final product integration
- Independent inspection of sub-assemblies catches defects early, reducing costly end-of-line rework
- Parallel sub-assembly production compresses lead times and accelerates time-to-market
- Outsourcing complex sub-assemblies to certified partners reduces upfront investment and simplifies supply chains
- Choosing the right partner hinges on certified quality systems (IATF 16949, ISO 9001) and proven end-to-end capabilities
What Is Sub-Assembly Manufacturing?
Sub-assembly manufacturing is the process of pre-combining individual components into a functional intermediate unit that is later integrated into the final product during a subsequent assembly stage. Unlike raw materials or finished goods, sub-assemblies occupy the middle ground: they carry their own bill of materials (BOM), require dedicated labor inputs, and pass through independent quality checkpoints before moving forward in the production flow.
A sub-assembly is a tested, ready-to-install module designed for integration into a larger assembly — not a raw input and not a finished product. In automotive manufacturing, for example, the engine is assembled and tested separately before installation into the vehicle body. In electronics, a printed circuit board assembly (PCBA) — governed by standards like IPC J-STD-001 and IPC-A-610 — is produced and inspected as a discrete sub-assembly before going into consumer devices or industrial systems.
Other examples include:
- Automotive and EV: Powertrain modules, suspension systems, battery enclosures, transmission housings
- Aerospace: Avionics housings, structural assemblies, control surface actuators
- Industrial equipment: Hydraulic actuators, gearbox assemblies, motor-drive units
- Healthcare: Electro-mechanical actuation systems, sensor-integrated housings, device enclosures
Each sub-assembly is manufactured to its own BOM, subjected to functional testing, and shipped with conformance documentation — ensuring accurate fit and function at final assembly.
Sub-Assembly vs. Assembly: Key Differences
The terms "assembly" and "sub-assembly" are often used interchangeably, but they represent distinct stages in the production hierarchy.
Assembly refers to the final integration of all components and sub-assemblies into the complete, sellable end product — the last step before the product ships to customers. Sub-assembly, in contrast, is an intermediate step that produces a tested, ready-to-install unit used as an input to that final assembly.
The relationship is hierarchical. In automotive manufacturing, the engine is a sub-assembly, the door panels are a sub-assembly, and the finished vehicle is the assembly. Each sub-assembly is produced, tested, and stocked independently.
When final assembly begins, technicians integrate these pre-built modules — along with individual components like fasteners and trim — into the complete vehicle.
Understanding where sub-assembly sits in the production chain also clarifies how it differs from manufacturing itself.
Manufacturing vs. Assembly
Manufacturing refers to creating components from raw materials through processes like casting, machining, or stamping. Assembly combines those components into functional products. Sub-assembly bridges the two: it is a manufacturing activity that produces intermediate units specifically designed for final assembly.
Quality and Inspection Frameworks
Quality management systems define defined inspection requirements at both sub-assembly and final assembly stages:
- Automotive: IATF 16949:2016 mandates defined control plans, ongoing layout inspection, and functional testing for sub-assemblies before they proceed to final assembly.
- Aerospace: AS9100 Rev D incorporates ISO 9001 and adds aerospace-specific requirements emphasizing defect prevention and reduced variation throughout assembly stages.
- Electronics: IPC-A-610 and IPC J-STD-001 define acceptance and process requirements for electronic assemblies produced in sub-assembly stages before system-level integration.
For procurement teams and supply chain managers, these standards matter at the supplier selection stage — a sub-assembly partner certified to the relevant framework brings built-in defect prevention before a single component reaches your final line.
The Sub-Assembly Process: Step by Step
Sub-assembly manufacturing follows a structured, repeatable workflow designed to ensure consistent quality and full traceability at every stage.
Step 1 — Design and BOM Definition
The process begins with engineering teams defining the sub-assembly's bill of materials (BOM), specifying every component, fastener, and material required. Multi-level BOMs capture hierarchical parent-child relationships, supporting modular design, independent assembly, and future upgrades.
At this stage, Design for Manufacturability (DFM) analysis optimizes the sub-assembly for cost, quality, and ease of integration. DFMA (Design for Manufacturing and Assembly) techniques reduce part counts, eliminate unnecessary fasteners, and simplify handling. For example, IDEXX reduced part count by 83% (from 183 to 31 parts), cut assembly time by 75%, and lowered assembly cost by 38% through DFM optimization.
Step 2 — Component Sourcing and Kitting
Required parts are sourced from inventory or suppliers, verified against specifications, and kitted—organized into complete sets—at the sub-assembly workstation. Kitting ensures technicians have all required components before starting the build, reducing line-side searching and interruptions.
Step 3 — Sub-Assembly Build
Technicians follow detailed work instructions to join, fasten, solder, weld, or otherwise combine components into the functional unit. Sub-assembly tasks are narrower in scope than full product assembly, enabling workers to develop specialized expertise and complete each task faster with fewer errors.
Repeating the same focused sequence builds speed and consistency. Throughput rises as technicians master their specific operations rather than context-switching across a broader product build.
Step 4 — Inspection and Testing
Teams inspect and functionally test sub-assemblies before stocking them or advancing them to the next stage. This independent quality gate is critical: early in-process inspection enables corrective action while intervention is still viable, whereas defects discovered at end-of-line incur full production cost and often result in scrap.
Common inspection methods include:
- Dimensional verification — coordinate measuring machines (CMM) confirm geometric tolerances
- Functional testing — leak testing, electrical continuity checks, and performance validation
- Visual inspection — assessed against acceptance criteria such as IPC-A-610 for electronics
Documentation including inspection reports, batch certifications, and PPAP packages accompanies each sub-assembly, providing traceability and proof of conformance.
Step 5 — Lineside Delivery and Integration
Completed, tested sub-assemblies are delivered to the final assembly line, where they are integrated with other sub-assemblies and components to produce the finished product. Pre-built, tested sub-assemblies at the line reduce final assembly time and prevent stoppages from missing or defective parts.

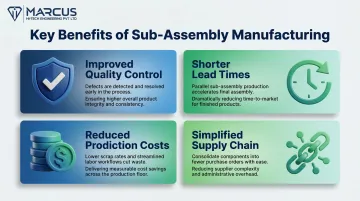
Benefits of Sub-Assembly Manufacturing
Sub-assembly manufacturing delivers measurable improvements in quality, cost, lead time, and supply chain efficiency.
Improved Quality Control
Testing sub-assemblies independently creates an early defect detection checkpoint. Errors caught and corrected before final assembly prevent costly rework, scrap, and customer returns. Quality frameworks like IATF 16949:2016 and ISO 9001 define rigorous inspection criteria, control plans, and functional testing protocols for sub-assemblies across automotive, aerospace, and industrial sectors.
In-process inspection enables corrective action when parts can still be salvaged, whereas defects found at end-of-line incur full production cost and often require expensive rework or complete scrapping.
Shorter Lead Times and Faster Time-to-Market
Parallel production—multiple sub-assemblies being built simultaneously—compresses the overall production timeline. Pre-built sub-assemblies at the line mean final assembly can proceed without waiting on individual components.
DFMA case studies document significant assembly-time reductions when part counts and fasteners are minimized:
- NCR POS terminal: 75% assembly-time reduction, 85% fewer parts (326 to 48), 44% labor-cost reduction
- IDEXX veterinary device: 75% assembly-time reduction (45 min to 11 min), 83% part-count reduction
- ITT Aerospace ball valve: 58% labor reduction, throughput doubled
Reduced Production Costs
Narrowing each worker's task scope reduces training time and error rates — two of the most direct paths to lower labor costs. Beyond labor, sub-assembly drives savings in three additional areas:
- Reduces scrap and rework by catching defects early in the process
- Lowers work-in-process inventory through planned batch production
- Frees floor space by consolidating components into compact, pre-tested modules
Greater Scalability and Flexibility
Scaling production up or down becomes far more manageable when the product is built from discrete sub-assemblies. Manufacturers can increase output on a single sub-assembly line without redesigning the broader production process. Individual modules can also be updated or modified (such as upgrading a motor module with a new sensor) without disrupting the full product design.
Simplified Supply Chain and Reduced Coordination Overhead
Outsourcing specific sub-assemblies to specialized partners reduces the number of individual components an OEM must source, inspect, and track. Instead of managing hundreds of part numbers from dozens of suppliers, the OEM receives ready-to-install sub-assemblies consolidated under a single purchase order.
Deloitte notes that automotive OEMs have long outsourced complex modules to Tier-1 suppliers to simplify coordination and absorb fixed costs across the value chain. Cockpit assemblies and powertrain modules are classic examples. For OEMs at low-to-medium volumes, consolidating a 50+ part sub-assembly into one purchase order delivers the greatest administrative relief.
Types of Sub-Assembly Manufacturing and Industry Applications
Sub-assemblies fall into two primary categories based on the nature of components integrated: mechanical and electro-mechanical.
Mechanical Sub-Assembly
Mechanical sub-assembly joins mechanical components—using fasteners, welding, pressing, or forming—to create structural or functional units. These sub-assemblies rely on physical interfaces, tolerances, and mechanical performance.
Examples include:
- Engine blocks and cylinder heads
- Suspension arms and steering assemblies
- Gearbox housings and transmission components
- Structural frames for aerospace or EV applications
Mechanical sub-assemblies are common in industries requiring high structural integrity, such as automotive, aerospace, and heavy industrial equipment. Quality standards like AS9100 govern aerospace mechanical sub-assemblies, with special processes (e.g., heat treating, non-destructive testing) requiring Nadcap accreditation.
Electro-Mechanical Sub-Assembly
Electro-mechanical sub-assembly integrates electrical and mechanical components to create units that perform functions using electrical current. These sub-assemblies combine mechanical housings, fasteners, wiring, sensors, motors, and control electronics.
Examples include:
- Motor assemblies with integrated encoders or brakes
- Sensor modules mounted in die-cast or machined housings
- Actuators combining motors, gears, and position sensors
- PCB assemblies integrated into enclosures with connectors and thermal management
Electro-mechanical sub-assemblies appear across automotive (powertrain control modules, HVAC actuators), electronics (connector assemblies, PCB enclosures), healthcare (device actuation systems), and industrial equipment (servo drives, automated controls).
Electronics sub-assemblies are governed by IPC J-STD-001 for soldering requirements and IPC-A-610 for acceptability criteria.
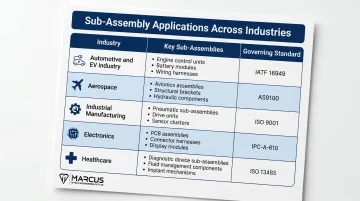
Industry Applications Overview
Sub-assembly manufacturing spans every sector where products involve multiple interacting components. Each industry carries its own material specs, tolerance requirements, and certification mandates:
| Industry | Key Sub-Assemblies | Governing Standard |
|---|---|---|
| Automotive & EV | Engine assemblies, transmission modules, battery modules, suspension systems | IATF 16949:2016 |
| Aerospace | Structural sub-assemblies, avionics housings, control surface actuators, landing gear | AS9100 + Nadcap |
| Industrial Manufacturing | Hydraulic units, gearbox assemblies, motor-drive systems, automated machinery | ISO 9001:2015 |
| Electronics | PCB enclosures, connector assemblies, sensor-integrated modules, electro-mechanical actuators | IPC-A-610 |
| Healthcare | Device housings, actuation systems, sensor-integrated assemblies | ISO 13485:2016 |
The global electronic manufacturing services (EMS) market alone was valued at $648.11 billion in 2025 — a figure that reflects just how much complex assembly work OEMs now outsource to specialized partners. Choosing a supplier equipped to handle the certification and process requirements of your specific sector is what separates reliable production from costly rework.
In-House vs. Outsourced Sub-Assembly Manufacturing
Deciding whether to produce sub-assemblies internally or outsource to a contract manufacturer depends on capabilities, volume, cost structure, and strategic focus.
When In-House Makes Sense
Keeping sub-assembly internal is viable when a company already has the equipment, skilled workforce, floor space, and production volume to justify the investment. In-house production makes sense when:
- The sub-assembly is a core differentiating competency—proprietary technology or design that provides competitive advantage
- High volumes justify fixed capital costs for dedicated equipment and facilities
- The company has established quality systems, tooling, and workforce expertise
- Tight integration with final assembly lines requires immediate physical proximity
However, in-house sub-assembly requires ongoing capital expenditure, equipment maintenance, workforce training, and floor space allocation—costs that must be absorbed regardless of production volume.
When Outsourcing Adds More Value
For most OEMs producing complex or multi-material sub-assemblies—die-cast components, CNC-machined parts, sheet metal, or electro-mechanical assemblies—outsourcing to a specialist contract manufacturer reduces capital expenditure and eliminates equipment maintenance overhead. It also provides access to higher-precision processes than most OEMs could cost-effectively maintain in-house.
Outsourcing is particularly beneficial when:
- Sub-assemblies involve 50+ parts and multiple manufacturing processes (casting, machining, surface treatment, assembly)
- Volumes are low-to-medium, making dedicated in-house lines uneconomical
- Internal capacity is constrained, and floor space is needed for final assembly
- Procurement consolidation reduces overhead—consolidating a multi-part sub-assembly into one purchase order reduces administrative burden and supplier management complexity
Automotive OEMs strategically outsource complex modules to Tier-1 suppliers, aligning with specialization and fixed-cost absorption across the value chain.
What to Look for in a Sub-Assembly Partner
Selecting the right sub-assembly partner is critical. Key evaluation criteria include:
- Certifications: IATF 16949:2016 (automotive), AS9100 (aerospace), ISO 13485 (medical devices), ISO 9001 (general QMS)
- End-to-End Capabilities: Design support (DFM), component manufacturing (casting, machining, sheet metal), surface treatment, assembly, testing, and final inspection—all under one roof or through a tightly managed partner network
- Production Scalability: Ability to ramp volumes, manage demand fluctuations, and support both prototype and production runs
- Quality Systems: Inline inspection, advanced metrology (CMM), APQP/PPAP compliance, control plans, and functional testing protocols
- Supply Chain Breadth: Access to multiple manufacturing processes (die casting, machining, stamping, plastics) through owned facilities or verified partners
- Industry Experience: Proven track record in your sector with relevant case studies, customer references, and application expertise
A single, capable partner who can consolidate component manufacturing and sub-assembly reduces coordination costs and risk. Instead of managing multiple suppliers across different geographies and processes, OEMs receive ready-to-install sub-assemblies with full documentation and traceability.
Marcus as a Sub-Assembly Manufacturing Partner
Marcus Hi-Tech Engineering is a full-service sub-assembly partner with 45+ years of manufacturing experience, IATF 16949:2016 and ISO 9001 certifications, and integrated capabilities spanning die casting (40T–2500T), CNC machining (3/4/5-axis), tooling, surface treatment, and electro-mechanical assembly. These capabilities serve global OEMs across automotive, EV, aerospace, electronics, healthcare, and industrial sectors.
Marcus operates from facilities in India (Coimbatore, Pune, Bangalore, Chennai, and others), Vietnam, and China, with partnered capabilities extending to sheet metal stamping, forgings, aluminum extrusions, investment/sand castings, and plastic injection molding. This global footprint and vertically integrated model enable Marcus to manage component manufacturing and sub-assembly under rigorous quality systems—reducing lead times and supply chain complexity for customers.

OEMs working with Marcus receive ready-to-install sub-assemblies complete with full traceability documentation—eliminating the coordination overhead of managing multiple suppliers across processes and geographies.
Frequently Asked Questions
What is a sub-assembly in manufacturing?
A sub-assembly is an intermediate manufactured unit assembled from individual components before being integrated into a finished product. It has its own bill of materials, undergoes independent quality inspection, and is delivered as a tested, ready-to-install module for final assembly.
What does a sub-assembly consist of?
A sub-assembly consists of individual components—mechanical parts, fasteners, electronic elements, and raw materials—combined according to a defined BOM. The result is a tested, functional unit ready for integration into the final product.
What is the difference between assembly and sub-assembly?
Assembly refers to the final combination of all parts and sub-assemblies into the completed, sellable end product. Sub-assembly is an intermediate step that produces a tested unit later used as an input to that final assembly.
What are the steps in the subassembly process?
The key steps are: BOM definition and DFM review, component sourcing and kitting, the sub-assembly build, inspection and functional testing, and lineside delivery for integration into the final product.
What is a sub manufacturer?
A sub manufacturer (or contract sub-assembly manufacturer) is a third-party company that builds sub-assemblies on behalf of an OEM, supplying ready-to-install units at scale using its own equipment, labor, and quality systems.
What are the types and examples of mechanical assembly?
The two main types are mechanical assembly—joining structural components using fasteners, welding, or forming (such as engine blocks and suspension systems)—and electro-mechanical assembly, which integrates electrical and mechanical parts (such as motor assemblies, actuators, and PCB enclosures).
Ready to simplify your supply chain with integrated sub-assembly manufacturing? Marcus Hi-Tech Engineering combines 45+ years of precision manufacturing, IATF 16949:2016 and ISO 9001 certifications, and fully integrated capabilities—from die casting and CNC machining to electro-mechanical assembly and testing—under one roof. Contact Marcus today to discuss your sub-assembly requirements and discover how a single, trusted partner can reduce costs, shorten lead times, and accelerate your time-to-market.