Introduction
In 2023, the world's assembly lines produced 93.5 million motor vehicles: 67.1 million passenger cars and 26.4 million commercial vehicles. That output depends on precise, takt-time-controlled systems coordinating the assembly of 30,000+ components per vehicle across thousands of global OEM facilities.
Most industry professionals know the term "assembly line." Far fewer understand the sequencing, control mechanisms, and supplier integration that keep one running without disruption.
A single component defect or dimensional error can trigger line stoppages costing up to $2.3 million per hour—which means upstream quality decisions carry direct financial consequences for every OEM in the supply chain.
This guide explains how automotive assembly lines work from body construction through final inspection, the production line configurations in use today, and why component quality from certified suppliers determines throughput, yield, and launch success.
TL;DR
- Assembly lines are staged production systems where vehicles move through fixed workstations, each adding specific components in a takt-time sequence
- Four phases drive the process: body construction, painting, powertrain installation, and final inspection
- US plants average 307 robots per 10,000 workers; body shops run at 95–98% automation
- Line downtime costs approximately $2.3 million per hour in large plants, making supplier component quality a direct cost-control lever
- EV assembly introduces battery integration stations, high-voltage testing protocols, and structural changes to general assembly
What Is an Automotive Assembly Line?
An automotive assembly line is a sequential manufacturing system where a vehicle progressively moves through a fixed series of workstations, with each station completing a defined task before the vehicle advances. This task division enables high-volume production by converting the assembly of a vehicle containing more than 30,000 parts—as confirmed by Toyota Motor Corporation—into repeatable, controllable steps.
The Operational Problem Assembly Lines Solve
Without sequential task division, assembling a vehicle with 20,000–30,000 individual components would require one team to complete the entire build, making high-volume production economically and operationally impossible. The assembly line separates this complexity into discrete stations, each responsible for a specific subset of tasks executed within a controlled cycle time window.
Henry Ford's Highland Park plant proved this in 1913. The moving assembly line cut production time from 12.5 hours to 93 minutes—a 91.6% reduction achieved not by speeding workers up, but by eliminating their movement entirely and bringing the work to them.
What an Assembly Line Is Not
Modern assembly lines are not simply conveyor belt systems. They integrate:
- Robotic welding cells executing thousands of spot welds per body
- Sub-assembly feeder lines synchronized to takt time (the production rate set by customer demand)
- Inline inspection systems using vision, laser, and coordinate measurement
- Digitally managed production schedules controlling component sequencing
- Real-time quality monitoring with andon alert systems
Each of these systems feeds into the others — a delay at any single station propagates downstream across the entire line.
ICE vs. EV Assembly Line Differences
The structural differences between internal combustion engine (ICE) and electric vehicle (EV) assembly go well beyond swapping the powertrain. BMW's Neue Klasse EV program makes these changes concrete:
| Dimension | ICE Assembly | EV Assembly |
|---|---|---|
| Powertrain integration | Engine/transmission "marriage" station | Battery-as-structural-component integration |
| Voltage architecture | 12V electrical systems | 800V high-voltage architecture |
| Quality paradigm | Statistical sampling acceptable | Zero-defect approach with AI-supported cell inspection |
| New stations required | N/A | Cell clustering, coolant connection, laser cleaning, contact welding, foaming |
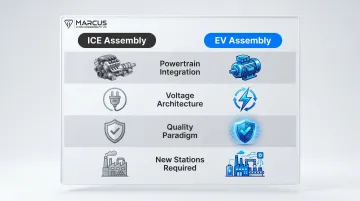
EV lines require battery pack integration stations, high-voltage wiring management, different torque specifications, and thermal management testing—altering the general assembly stage significantly compared to ICE production.
How Does an Automotive Assembly Line Work?
The assembly line operates through a defined sequence of interdependent stages. Each stage feeds the next, meaning any delay, quality issue, or supply gap at one station cascades across the entire line. Downtime costs in large automotive plants approach $600 million annually, making stage-to-stage coordination critical.
Body Shop
The body shop is where sheet metal stamped panels—doors, roof, hood, quarter panels—are loaded and welded into a complete body structure using robotic MIG/spot welding and structural adhesives. This stage establishes the vehicle's dimensional accuracy and structural integrity for all subsequent operations.
Automation levels are high across all major OEMs:
- Mercedes-Benz MBUSI operates approximately 1,250 robots in its Alabama body shop alone
- Toyota TMMF achieves 98% automation with 600 robots executing 3,850 weld points per Yaris body
- Typical body-in-white structures contain 5,000 to 7,000 spot welds, per academic sources
The body shop operates at fixed cycle times, typically 60–120 seconds per station. Welding robots must complete their tasks within this window before the body advances.
Errors in panel dimensions from upstream stamping or die casting directly affect assembly accuracy. A dimensional error of even 0.1mm propagates through every subsequent weld point, potentially causing fit failures at final assembly.
This is why component-level dimensional verification — using CMM (Coordinate Measuring Machine) inspection — is standard practice for die-cast and machined parts supplied to body shop operations.
Paint Shop
The paint shop sequence applies multiple layers in a controlled environment to prevent contamination:
- E-coat (electrocoating) — corrosion protection via immersion in charged primer tank
- Primer application — smoothing surface irregularities and UV protection
- Base coat — colour and aesthetic effects
- Clear coat — gloss, scratch resistance, environmental protection
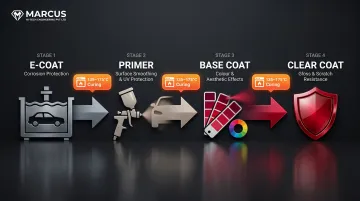
Each layer requires curing in industrial ovens at temperatures of 135–175°C. The paint shop is the most energy-intensive stage, accounting for approximately 65% of a factory's total CO2 emissions and consuming roughly 50% of plant energy, over 40% of water, and over 80% of solvents.
Surface defects from body shop welds or poor metal preparation become visible only after painting. Defects caught at this stage require stripping and repainting — a costly rework process that disrupts takt time and makes upstream dimensional accuracy non-negotiable.
General Assembly
General assembly transforms the painted body into a functional vehicle. The powertrain (engine or EV battery/motor), suspension, brakes, HVAC, wiring harnesses, interior components, glazing, and wheels are installed in a defined sequence — typically with the body moving along an overhead conveyor while sub-assemblies are fed from the sides.
This stage depends entirely on JIT component delivery. Toyota TMMF maintains only one day's supply of parts in the body shop, with roughly 40 minutes of parts on the production line at any given time.
Any supply failure has immediate consequences. Common triggers for line stoppages include:
- Components arriving out of sequence for the build variant
- Damaged or incorrectly labelled parts at line-side
- Dimensional non-conformance on die-cast housings or machined brackets
- Missing sub-assemblies from upstream suppliers
Every part must be correct, on time, and sequenced to the right station. Suppliers operating under IATF 16949:2016 certification — with vertically integrated die casting, CNC machining, and assembly — reduce this risk by delivering components ready for line-side fitment without rework.
Final Inspection and Testing
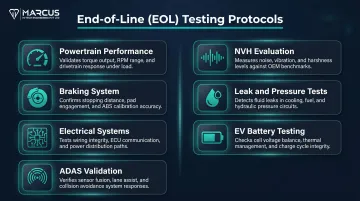
End-of-line (EOL) testing encompasses multiple verification protocols before vehicles are cleared for shipping:
- Powertrain/e-axle performance — electric power, torque, speed, temperature, vibration measurement
- Braking system tests — hydraulic pressure and ABS functionality verification
- Electrical system testing — wiring harness, control module, battery pack voltage/current/insulation checks
- ADAS validation — RADAR and camera system stimulation and calibration
- NVH (Noise, Vibration, Harshness) — interior noise and vibration evaluation
- Leak and pressure tests — cooling systems, brake lines, sealed enclosures
- EV battery testing — insulation resistance, thermal behaviour, cell balancing, safety features
Toyota TMMF subjects each vehicle to 2,500 inspection points during manufacturing, with 2,400 vehicles per year undergoing in-depth audit of 6,000 individual measurement points.
Catching defects at final inspection is far more expensive than catching them earlier. The 1-10-100 rule illustrates this clearly: a defect costs approximately 1 unit to prevent in design, 10 units to detect during in-process inspection, and 100 units to correct after delivery. Most modern plants now deploy inline inspection checkpoints throughout the line to catch issues at the station where they originate.
Types of Automotive Production Lines
Three primary line configurations are in use today, each with different trade-offs in flexibility, output speed, and labour structure.
Classic (Linear) Production Lines
Classic lines follow a fixed-path conveyor model where each worker or station has one defined task. High output efficiency results from this specialisation, but limited flexibility for model variants restricts their use to high-volume single-model plants. Workers optimise task repetition, but changeover time for different vehicle configurations is substantial.
Classic lines suit manufacturers prioritising:
- Maximum throughput on a single model platform
- Low per-unit labour cost through deep task specialisation
- Simple scheduling with predictable takt times
Automated Production Lines
Automated lines replace or augment human labour with industrial robots and CNC systems, particularly in body shop welding, painting, and high-torque fastening operations. The US automotive sector installed 13,700 new robots in 2024, representing a 10.7% increase and accounting for 40% of all industrial robot installations in the United States.
Automation Benefits:
- Reduces human error in repetitive, precision tasks
- Enables consistent cycle times regardless of shift or operator
- Improves weld quality and repeatability (3,850+ welds per body executed flawlessly)
Automation Trade-offs:
- Requires significant capital investment (body shop automation can exceed $120 million)
- Demands skilled maintenance teams and robotic programmers
- Less flexible for low-volume or highly customised vehicle variants
Lean Production Lines
Lean lines introduce cross-trained work teams, andon systems (stop-and-fix alerts), and pull-based scheduling to reduce waste and prioritise quality over raw output speed. Toyota's andon system empowers every team member to pull the andon cord to halt production if they perceive a quality threat—the line stops only if the Team Leader cannot resolve the issue within takt time.
This design balances quality assurance against production continuity, escalating issues only when necessary to prevent both defect propagation and unnecessary stoppages.
Key lean line characteristics include:
- Cross-trained teams that can cover multiple stations and adapt to demand shifts
- Pull-based scheduling that ties production directly to customer orders
- Continuous improvement cycles (kaizen) that progressively reduce cycle waste
- Built-in stop-and-fix escalation that catches defects before they compound
Component Quality and Its Role in Assembly Line Performance
The assembly line is only as efficient as the components fed into it. Dimensional errors, surface defects, or inconsistent tolerances in die-cast parts, machined components, or sheet metal assemblies cause fit failures at the station level, requiring rework or line stoppages.
Supplier-Side Quality Systems
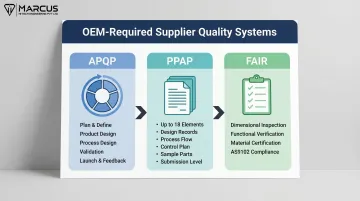
OEMs require suppliers to implement structured quality frameworks to prevent downstream disruptions:
- APQP (Advanced Product Quality Planning) — 5-phase process covering program definition, product design verification, process design verification, product/process validation, and feedback/corrective action
- PPAP (Production Part Approval Process) — requires suppliers to submit up to 18 elements including design records, process flow diagrams, control plans, measurement system analysis, dimensional results, and initial process capability studies before mass production begins
- FAIR (First Article Inspection Report) — comprehensive dimensional and functional inspection confirming initial production samples meet all customer specifications
These processes are governed by IATF 16949:2016, the automotive quality management standard published in October 2016, which defines QMS requirements for organizations across the global automotive industry.
Marcus Hi-Tech Engineering, as an IATF 16949:2016-certified manufacturer, applies APQP, PPAP, and FAIR processes to its die-cast, CNC-machined, and electro-mechanical assembly components, ensuring components meet the dimensional and functional specifications OEM assembly lines require.
Inline Inspection and CMM Verification
Inline inspection at the supplier level—including CMM verification of critical dimensions—reduces the likelihood of non-conforming parts reaching the line, directly protecting OEM throughput and quality targets.
Toyota TMMF verifies stamped parts to tolerances of ±0.1 millimetre, with large bumper moulds manually adjusted to within 0.1mm precision. With 87 different stamped parts per vehicle and 3,850 weld points requiring precise alignment, CMM-verified dimensional accuracy at the component level is a prerequisite for automated robotic welding at the assembly level.
Marcus Hi-Tech Engineering employs CMM inspection to verify Geometric Dimensioning and Tolerancing (GD&T) callouts—including flatness, perpendicularity, true position, and cylindricity—against customer 3D models or 2D drawing tolerances. Inspection reports are generated per batch and supplied with each shipment, providing documented evidence of dimensional compliance essential for IATF 16949:2016 and ISO 9001 certification requirements.
Cost Impact of Quality Failures
When combined with the Siemens finding that automotive downtime costs £1.8 million per hour, the financial case for upstream quality investment is straightforward. If catching a dimensional defect at the supplier's CMM costs $1, detecting the same defect at the OEM's body shop costs approximately $10, and discovering it post-sale through a warranty claim or recall costs approximately $100.
Suppliers certified to IATF 16949:2016 operate within APQP/PPAP frameworks that validate component performance before full production begins. This upstream discipline is what separates reliable suppliers from ones that create line stoppages.
Conclusion
The automotive assembly line is not a single machine but an integrated system of sequenced stages—body construction, surface treatment, general assembly, and final inspection—each dependent on the last, all paced by takt time. With 93.5 million vehicles produced globally in 2023 and line downtime costs reaching $2.3 million per hour in large plants, even fractional efficiency improvements translate to millions in annual savings.
Manufacturers and procurement teams who understand how each line stage works can set tighter component specifications, qualify suppliers with confidence, and stop upstream defects before they become expensive downstream failures. Quality on the line is never created there — it is confirmed. The real decisions happen earlier, through APQP discipline, CMM verification, and PPAP compliance at the supplier level.
For procurement and engineering teams sourcing precision components, this means the right supplier partner matters as much as the assembly process itself. Look for suppliers who bring:
- IATF 16949:2016 certification and documented APQP/PPAP processes
- In-house metrology capabilities (CMM, inline inspection) to catch deviations before shipment
- Vertically integrated capacity — die casting, machining, surface treatment, and assembly under one quality system
- Proven experience supplying automotive OEMs and Tier-1 manufacturers at volume
Frequently Asked Questions
What is the assembly line in the automotive industry?
An automotive assembly line is a sequential production system where a vehicle progressively moves through fixed workstations, with each station completing a specific task. This enables high-volume vehicle production through division of labour and controlled workflow timing, transforming 30,000+ parts into a finished vehicle.
What is an auto assembly plant?
An auto assembly plant is a manufacturing facility where all stages of vehicle assembly take place—from body welding and painting through powertrain installation and final testing. Most plants house multiple production lines and sub-assembly areas, employing thousands of workers across multiple shifts.
What is car manufacturing and assembly?
Car manufacturing covers the production of individual components—stamped panels, cast parts, machined systems—by suppliers, while assembly combines those parts into a finished vehicle on the production line. Component quality directly determines assembly line performance; the two processes are inseparable.
What is automotive component manufacturing?
Automotive component manufacturing is the production of individual parts—such as die-cast housings, CNC-machined brackets, sheet metal panels, and wiring assemblies—by Tier 1 and Tier 2 suppliers. These components are delivered to OEM assembly plants for integration into the final vehicle, with quality governed by IATF 16949:2016 standards.
How long does it take to assemble a car on an assembly line?
Assembly time varies by manufacturer and model complexity, but Toyota TMMF produces a Yaris in an average of 15 hours, with painting accounting for approximately half of production time. Most modern high-volume vehicles take 18 to 35 hours of total production time from body stamping to final inspection, with actual cycle time at each station measured in minutes.
How has automation changed automotive assembly lines?
Automation has replaced or assisted human workers in the most repetitive and hazardous tasks—welding, painting, torque fastening—improving cycle time consistency and reducing defect rates. Body shops now achieve 95–98% automation, though this requires significant OEM investment in robotic maintenance, programming, and sensor-based quality systems.