Introduction
Metal stamping is a manufacturing process that converts flat sheet metal—fed as coil or blank—into precise, functional components using custom dies and a stamping press. Vehicle production demands millions of identical, safety-critical parts within exacting dimensional tolerances. While stamping is widely referenced in automotive contexts, its operational mechanics and application logic remain poorly understood outside manufacturing circles.
Many automotive engineers and procurement professionals struggle to select the right forming process when balancing upfront tooling investment against per-piece cost efficiency, dimensional repeatability, and material traceability requirements mandated by IATF 16949:2016.
The scale of the decision reflects the process's dominance: according to Mordor Intelligence's 2026 market analysis, the global automotive metal stamping market is valued at USD 113.59 billion in 2026 and projected to reach USD 145.32 billion by 2031, growing at a 5.05% CAGR. Stamping is the primary forming method for automotive body architecture, not a secondary option.
This article covers how the process works end-to-end, which stamping methods apply in automotive contexts, where they appear across the vehicle, and what drives the decision to stamp versus alternative processes.
TL;DR
- Metal stamping converts flat sheet metal into precision automotive components by pressing it through custom-designed dies at high speed, high volume, and consistent quality
- Automotive manufacturers rely on it because no other process matches its combination of throughput, dimensional repeatability, and cost-per-part efficiency at scale
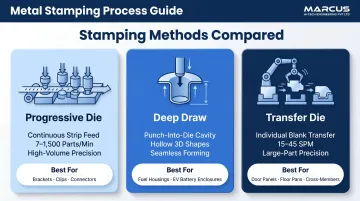
- Three primary methods dominate automotive applications: progressive die stamping, deep draw stamping, and transfer die stamping
- Applications span every major vehicle system—body panels, structural frames, safety components, powertrain parts, and EV-specific assemblies
- Achieving consistent part quality requires precise die design, correct material selection, controlled press parameters, and formal qualification through APQP and PPAP
Why Automotive Manufacturing Relies on Metal Stamping
Automotive OEMs place three compounding demands on component suppliers: volume (parts produced in the millions per platform), dimensional consistency (tolerances measured in tenths of a millimetre), and safety-grade reliability. Stamping satisfies all three simultaneously in a way that machining or manual fabrication cannot. Unlike machining, stamping shapes rather than subtracts material, minimising raw material waste and reducing per-piece cost at the volumes typical of automotive programmes.
The scale of this dependence is measurable. The automotive metal stamping market is valued at USD 113.59 billion in 2026, forecast to reach USD 145.32 billion by 2031 at a 5.05% CAGR. A typical passenger vehicle contains more than 300 stamped sheet metal components and approximately 250–350 kg of sheet metal content, representing nearly 45% of total vehicle structure.
The cost economics favour stamping at scale. Per-unit costs drop to USD 0.30–1.50 for high-volume stamped runs versus USD 3–12 for CNC-machined equivalents. Progressive stamping can reduce unit costs by 20–30% versus CNC machining for structural brackets, according to PwC data. BMW's South Carolina press shop operates at 18 strokes per minute, producing approximately 10,000 panels per day.
Quality compliance is equally non-negotiable. Automotive OEMs require suppliers to hold IATF 16949:2016 certification, and stamped parts are validated through APQP and submitted via PPAP before production release. A certified partner like Marcus Hi-Tech Engineering brings these qualification processes—DFM, APQP, PPAP, and FAIR—built into every programme from tooling development through production release, removing a common source of launch delays.
How the Metal Stamping Process Works
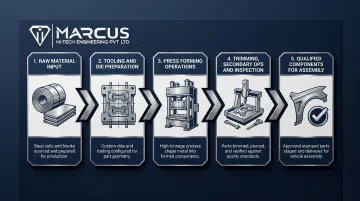
At a high level, the stamping process moves through five stages: raw sheet metal (coil or pre-cut blank) enters the system → tooling and die are prepared → the press performs the forming operations → parts undergo trimming, secondary operations, and inspection → qualified components exit ready for assembly.
Tooling design defines every cut, bend, and form in the finished part. Before a single part is produced, engineers design and validate the die using CAD and simulation tools. AutoForm's finite element method (FEM) simulation calculates stresses and strains during forming, evaluates stamping robustness against process variations, and detects wrinkling, splitting, thinning, and springback before physical die fabrication.
Simulation can reduce physical die recuts from 12 or more down to 3-4, cutting tryout timelines and reducing tooling costs.
Press parameters—tonnage, stroke rate, and feed speed—are controlled variables tuned to the specific material and geometry. Errors in press setup are a leading cause of dimensional variation in production. Key press configurations serve distinct roles:
- Straight-side presses eliminate angular deflection, delivering superior part accuracy versus C-frames
- Hydraulic presses deliver full tonnage at any stroke position, making them preferred for deep drawing
- Servo feeds provide digitally controlled, precise material advancement
Tooling Design and Die Fabrication
Die design is the most investment-intensive phase of stamping. A well-designed die built with DFM principles reduces scrap, extends tool life, and prevents costly mid-program engineering changes. Progressive dies cost approximately USD 15,000-60,000+; transfer and line dies for large body panels range from USD 100,000 to over USD 1,000,000 for a full Class-A panel line. Annual die maintenance is estimated at 5-10% of die value for sharpening and shimming.
A dedicated in-house Tool Room with simulation capability—like that operated by Marcus—significantly shortens tooling lead times and improves first-article accuracy. Marcus's Tool Room provides tool design and simulation capabilities that support DFM optimization and reduce tooling iterations, helping customers accelerate time-to-market.
Material Feeding and Blanking
Sheet metal coil is loaded onto a feeder and advanced into the press in precise increments. Blanking cuts the metal to its rough outline before forming begins. Material grade, thickness, and surface condition are validated at this stage because inconsistencies here carry through every downstream operation. Zig-zag and joggle feeding patterns reduce scrap by nesting parts more tightly on the coil.
Forming, Bending, and Piercing
The die closes under press force and the metal is shaped through operations such as bending, drawing, coining, flanging, and piercing. These may occur in a single press stroke or across multiple sequential stations depending on part complexity. Standard applications run at 10-18 strokes per minute (SPM); high-speed mechanical presses reach 300+ SPM, and small high-volume production systems can achieve up to 1,400-1,800 SPM.
Trimming, Inspection, and Secondary Operations
Excess material is trimmed to final profile. Parts are dimensionally inspected using CMM or gauge fixtures. Marcus applies inline inspection and advanced metrology including CMM across all manufacturing operations, with all critical features inspected against 3D models or 2D drawing tolerances, including GD&T callouts for flatness, perpendicularity, true position, and cylindricity. Secondary operations such as surface treatment, plating, or assembly integration may follow before components are released to the production line.
Types of Metal Stamping Used in Automotive Assembly
The right stamping method is selected based on part geometry, required tolerances, production volume, and complexity. Using the wrong method for a given application increases tooling cost, cycle time, and scrap rate. Most automotive programmes use a combination of methods across different components on the same vehicle.
Progressive Die Stamping
Strip metal feeds continuously through a series of stations within a single die, with each station performing a distinct operation—blanking, bending, piercing, coining. By the time the strip exits, a complete part is produced at each press stroke. This is the preferred method for high-volume, complex-geometry components like brackets, clips, retainers, and connectors.
For OEM supply programmes running hundreds of thousands of parts per year, progressive die offers the fastest cycle time, lowest per-piece cost at scale, and highest repeatability. Progressive dies can produce 7–8 to 1,500 parts per minute depending on part complexity.
Deep Draw Stamping
A punch forces sheet metal into a die cavity, stretching and forming it into a hollow three-dimensional shape. The method is classified as "deep draw" when the part depth exceeds its diameter. Hydraulic presses are preferred for these operations because they deliver full tonnage at any stroke position.
Common automotive applications include:
- Fuel system housings and filter canisters
- Oil pans and fluid reservoirs
- EV battery tray features and motor housings
Transfer Die Stamping
Unlike progressive die, transfer stamping moves individual blanks (not strips) between separate die stations using mechanical or robotic transfer. This allows each station to apply higher localized force and tooling precision, making it suitable for larger, heavier automotive parts that cannot be formed on a progressive strip.
Typical applications include door inner panels, floor pans, cross-members, and structural reinforcements. Transfer die stamping runs at 15–45 strokes per minute — slower than progressive die, but necessary for the part sizes and tonnage involved.
Key Automotive Applications of Metal Stamped Parts
Body and Exterior Components
Door panels, hoods, fenders, roof skins, trunk lids, and A/B/C pillars are formed from high-strength steel or aluminium to meet precise fit-and-finish requirements. Surface quality and dimensional consistency across panels directly affect assembly gap-and-flush tolerances and downstream paint adhesion.
Structural and Safety-Critical Parts
Frame rails, cross-members, seat structures, seatbelt anchor plates, airbag housing retainers, and crash reinforcement brackets are stamped from advanced high-strength steel (AHSS or UHSS) grades designed to absorb or redirect crash energy within defined deformation zones.
Press-hardened steel (PHS) 1500 achieves yield strength of 950–1200 MPa and ultimate tensile strength of approximately 1500 MPa after hot stamping and quenching. Door impact beams, bumper systems, and B-pillar reinforcements rely on these grades — and carry the strictest dimensional and material traceability requirements of any stamped application.
Powertrain, Underbody, and EV-Specific Assemblies
This category spans engine mounts, transmission housings, exhaust heat shields, and oil pans — alongside a growing list of EV-specific parts: battery enclosure trays, motor housings, busbar supports, and thermal management brackets. EV battery enclosures alone require 40–70 kg of sheet metal components per vehicle. Cleveland-Cliffs demonstrated the opportunity here with a stamped one-piece steel battery tray using tailor-welded blanks — combining AHSS with lower-strength steel to cut weight and cost while removing the need for separate under-battery floor protection.
Lightweighting pressure is pushing EV programmes toward aluminium and advanced alloy stamping. Ford's 2015 F-150 redesign is a benchmark case: replacing steel body panels with high-strength aluminium alloys cut vehicle weight by approximately 700 pounds and delivered close to a 20% improvement in city fuel economy.
Factors That Affect Metal Stamping Quality and Common Pitfalls
Key variables that determine stamping outcomes include:
- Material grade and formability: AHSS, HSLA, and aluminium alloys each respond differently to stamping force and springback
- Die design precision and simulation accuracy: Simulation-driven geometric compensation prevents costly physical tryout iterations
- Press tonnage, stroke speed, and feed consistency: Controlled parameters tuned to material and geometry
- Blank surface condition and lubrication: Inconsistencies propagate through downstream operations
- Inspection regime: Inline gauging versus CMM-based PPAP measurement
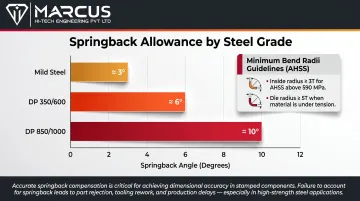
Springback severity increases directly with material strength. Typical springback allowances range from approximately 3 degrees for mild steel to 6 degrees for DP 350/600 to 10 degrees for DP 850/1000. For AHSS above 590 MPa, inside product radii should be a minimum of 3T (three times material thickness); die radii where material is pulled under tension should be at least 5T. Predicting springback reliably in AHSS and high-strength aluminium requires tension-compression testing beyond standard tensile testing.
Springback management aside, tolerance control is equally unforgiving. Die wear, misalignment, or material variation generates systemic defects that replicate identically across an entire production run — making early-stage process qualification (APQP, FAIR) non-negotiable in automotive contexts.
Digital twins and inline optical inspection systems can reduce stamping scrap by up to 40%.
Those economics also determine when stamping makes sense at all. Stamping is a high-volume, die-based forming process; fabrication covers lower-volume, multi-step operations (cutting, welding, bending) with a different cost structure. Stamping is rarely cost-effective under 2,000 units — the break-even point is typically 10,000–20,000 units annually.
When metal stamping is not the right choice:
- Low-volume or prototype work where tooling investment is not recoverable
- Parts with frequent design changes (die modifications are expensive and time-consuming)
- Geometries requiring complex three-dimensional undercuts or multi-material integration better addressed through die casting, machining, or additive processes
Frequently Asked Questions
What is automotive metal stamping?
Automotive metal stamping is the process of shaping flat sheet metal into precision vehicle components—such as body panels, brackets, and structural parts—using custom dies and industrial presses, at volumes and tolerances required by automotive OEM programmes.
What is the stamping process in the automotive industry?
Sheet metal coil or blank is fed into a stamping press, where a custom die applies force to cut, bend, draw, or pierce the material into the required component shape. The process is validated through APQP and PPAP before production release to ensure parts meet OEM specifications consistently.
What are the four types of metal stamping?
The four main types are progressive die, deep draw, transfer die, and short run (or fourslide) stamping. Progressive die and deep draw are most prevalent in high-volume automotive programmes, while transfer die is used for larger structural parts requiring higher localised forming forces.
What is the difference between stamping and fabrication?
Stamping is a high-speed, high-volume die-based forming process suited to identical parts in large quantities, with per-unit costs of $0.30–$1.50 at scale. Fabrication involves multi-step processes (cutting, bending, welding) typically used for lower volumes or custom assemblies, with higher per-unit costs but lower upfront tooling investment.
Is metal stamping expensive?
Tooling costs are significant upfront: progressive dies run $15,000–$60,000+, and large transfer dies can exceed $1,000,000. Per-piece costs drop sharply at volume, making stamping highly cost-efficient for production runs above 10,000–20,000 units annually.
What materials are used in automotive metal stamping?
Common materials include cold-rolled steel, HSLA, advanced high-strength steel (AHSS/UHSS) for crash-critical parts, and aluminium alloys for weight-sensitive components. Selection is governed by part function, forming requirements, and lightweighting targets—aluminium is the fastest-growing segment at 5.18% CAGR through 2031, driven by EV battery enclosure demand.