: Benefits & Key Techniques](https://file-host.link/website/marcusmanufacturing-nzdjjg/assets/blog-images/948e84b7-ec26-4b47-9fdf-43e9335e744c/1777990762758946_87233cdbea3042dfa97f6f7feec97596/360.webp)
Introduction
Automotive, aerospace, EV, and healthcare manufacturers now treat high-precision mechanical assembly as a baseline requirement—not a premium option. Manufacturers that cannot hold ±0.005mm tolerances consistently across multi-component assemblies face compounding quality problems: tolerance stack-up, rising scrap rates, and recurring failures in IATF 16949 or AS9100 audits.
While precision assembly is often associated with expensive equipment or specialized sectors, its real impact shows up in everyday outcomes. According to scrap and rework reduction research, hidden costs of poor quality often run 3-5 times higher than visible scrap and rework costs, with true COPQ (Cost of Poor Quality) exceeding 12% of revenue in documented cases—even when direct scrap appears to be only 5%.
This article covers what high-precision mechanical assembly delivers in practice:
- Measurable benefits: reduced rework, fewer field failures, and lower long-term costs
- Core techniques: multi-axis CNC machining, precision fixturing, and in-process inspection
- Common failure points: what goes wrong when precision is treated as optional
TL;DR
- High-precision mechanical assembly joins components within tight tolerances (±0.005mm to sub-millimeter) to ensure correct fit, reliable function, and consistent output
- Core benefits are measurable: tighter fitment cuts rework, higher reliability reduces field failures, and repeatable processes enable scalable production
- Key techniques: multi-axis CNC machining, precision fixturing, in-process CMM/vision inspection, and DFM-driven tolerance planning
- Without it, manufacturers face tolerance stack-up, rising scrap rates, and compliance failures
- For automotive, aerospace, EV, and medical sectors, precision assembly is the foundation of safe, certifiable, production-grade products
What Is High-Precision Mechanical Assembly?
High-precision mechanical assembly is the controlled process of joining or integrating machined components with tight dimensional tolerances—typically in the range of ±0.005mm to sub-millimeter—to produce a functioning unit that performs to specification. ISO 2768 general tolerances define standard classes (f, m, c, v), with fine-class linear tolerances as tight as ±0.05mm for dimensions 0.5–3mm and ±0.15mm for 30–120mm ranges.
This level of assembly is required across industries where component fit, operational reliability, and regulatory compliance are non-negotiable:
- Automotive powertrains – gearbox housings, transmission assemblies, EV drive units
- Aerospace structures – turbine components, flight control assemblies
- EV battery systems – housing assemblies, thermal management interfaces
- Medical devices – surgical instruments, diagnostic equipment
- Industrial equipment – hydraulic systems, precision gearboxes
Across each of these applications, the underlying goal is the same: ensuring the assembled product functions correctly, lasts longer, and clears quality gates at volume without excessive rework or scrap. Getting precision right at the assembly stage reduces downstream cost. Missing it pushes that cost further along the production chain—where it becomes harder and more expensive to fix.
Key Benefits of High-Precision Mechanical Assembly
The advantages below are grounded in operational and financial outcomes—not just engineering ideals—and are directly relevant to procurement managers, production engineers, and quality leads making sourcing or process decisions.
Superior Part Fitment and Tolerance Control
Fitment tolerance refers to how well mating components align and interface during and after assembly. Precision assembly directly controls this by holding each part to defined dimensional specs before joining.
How precision assembly creates this advantage:
- Tight-tolerance machined parts produced to ±0.005mm or better using 3-, 4-, and 5-axis CNC machining
- Calibrated fixturing that locates castings repeatably from casting datums—reference surfaces cast directly into the die geometry
- In-process dimensional checks using CMM and vision systems that catch deviation before it becomes a defect
Why this is an advantage:
Poor fitment causes misalignment, stress concentrations, and premature wear—all of which drive up maintenance costs and reduce product lifespan. Manufacturing case analysis found that in multi-operation processes with 15 steps at 2% scrap each, cumulative scrap reaches 26% of finished product. Tighter fitment means fewer assembly re-do cycles, lower scrap rates, and less warranty exposure downstream.
KPIs impacted:
- First-pass yield rate
- Scrap rate
- Rework hours per batch
- Assembly rejection rate
- Cost of poor quality (COPQ)
When this advantage matters most:
Fitment control is most critical in multi-component assemblies—gearboxes, EV drive units, hydraulic systems, among others—where tolerance stack-up across several parts can push a final assembly out of spec even when each individual part passes inspection. Marcus's CNC machining shop (3/4/5 axis, VMC, Turn Mill, VTL) is built to support this kind of tolerance-controlled production for automotive and aerospace applications, holding H7 bore tolerances (±0.012mm) with Ra 1.6 µm surface finishes on sealing faces.

Improved Product Reliability and Longevity
Reliability in mechanical assemblies is a direct function of how consistently parts are manufactured and joined. Components that meet tight tolerances experience less stress, less friction, and less fatigue over their operating life.
How precision assembly creates this advantage:
- Controlled surface finishes that minimize friction and wear
- Repeatable torque application during fastening operations
- Verified dimensional conformance at each assembly stage using CMM and inline inspection
- Reduced variability that would otherwise accelerate wear or trigger failure
Why this is an advantage:
Field failures in safety-critical sectors carry costs far beyond the part itself. NHTSA's 2024 Annual Recalls Report documented 1,073 recalls affecting 35 million units across vehicles, equipment, and tires in a single year. A survey of manufacturing quality leaders found that 39% reported per-recall rectification costs of USD $10M–$49.99M, with additional impacts including reputation damage (35%), delayed product introductions (32%), and plant shutdowns (30%).
For customers in regulated industries operating under IATF 16949 or ISO 9001 environments, consistent assembly quality is a compliance requirement, not just a performance goal.
KPIs impacted:
- Mean time between failures (MTBF)
- Warranty claim rate
- Field return rate
- Product lifecycle cost
- Customer rejection rate
When this advantage matters most:
High-stress, high-cycle applications—turbine components, EV motor assemblies, surgical instruments—where even minor assembly inconsistencies accumulate into failure over time.
Repeatable Quality at Scale
Scalability in manufacturing depends on the ability to replicate a process identically across thousands or millions of cycles. Precision assembly, when built on standardized tooling, CNC-controlled machining, and defined inspection gates, enables exactly that.
How precision assembly creates this advantage:
Once the process is validated through first article inspection or PPAP (Production Part Approval Process), it can be run at volume with documented repeatability. PPAP covers 18 elements—DFMEA, PFMEA, Control Plan, MSA (Gauge Repeatability & Reproducibility), dimensional results, initial process studies, and master sample verification. Together, these controls reduce the variability that typically increases as production scales.
Why this is an advantage:
Without process repeatability, quality degrades at scale—driving up inspection overhead, line stoppages, and rework costs. The effect compounds under high utilization: manufacturing research on capacity constraints shows that at 95% line utilization, just 3% rework can prevent a facility from meeting demand entirely, while the same rework rate is absorbable at 80%. Repeatability reduces those exceptions, shortening lead times and protecting on-time delivery performance at volume.
KPIs impacted:
- Process capability index (Cpk)
- On-time delivery rate
- Cost per unit at volume
- Inspection pass rate
- Line efficiency
When this advantage matters most:
High-volume production environments—automotive, consumer electronics, EV components—where even a small percentage point improvement in first-pass yield translates to significant cost and time savings across a production run. Marcus operates under IATF 16949:2016 and ISO 9001:2015 certifications with APQP, PPAP, and FAIR processes to maintain repeatable quality at scale.
Key Techniques That Enable High-Precision Assembly
Each technique below targets a specific source of error—whether at the design stage, on the machine, or during final assembly. Applied together, they form the foundation of a repeatable, tolerance-controlled production system.
Design for Manufacturability (DFM) and Tolerance Planning
DFM is the practice of designing components with assembly in mind from the start—defining tolerances not just for individual parts but for how they interact in the final assembly. This prevents tolerance stack-up before production begins.
Early DFM collaboration aligns design with manufacturing capabilities to:
- Prevent tolerance stack-up issues
- Optimize hole sizes, spacing, and alignment
- Reduce secondary operations
- Minimize the cost of late-stage design changes
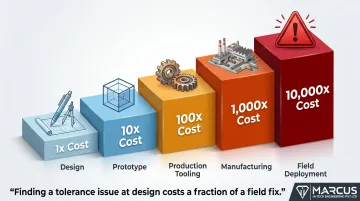
The Rule of 10 states that for every stage a design flaw progresses in the value stream, the cost to fix increases 10x. Finding a tolerance issue at the design stage costs a fraction of fixing it during production or after field deployment.
APQP (Advanced Product Quality Planning) and PPAP formalize this discipline and are required in automotive and aerospace supply chains to validate that a design can be produced consistently at scale. APQP is a five-phase framework culminating in Product and Process Validation before launch.
Multi-Axis CNC Machining
3-, 4-, and 5-axis CNC machining enables the production of complex geometries with consistent dimensional accuracy across all surfaces. DMG MORI's 5-axis portfolio cites spatial accuracy of less than 15 micrometers, with simultaneous 5-axis capability for compound-angle features.
The core advantage is single-setup machining. When a part is completed in one fixturing instead of three or four:
- Re-fixturing-induced coordinate errors are eliminated
- Positional accuracy on mating features improves measurably
- Datum shift — a common source of tolerance stack-up — is avoided entirely
Marcus's CNC machining shop includes 3/4/5 axis, VMC (Vertical Machining Center), Turn Mill, and VTL (Vertical Turning Lathe) capabilities built specifically to support tolerance-controlled production for industries like automotive and aerospace.
Precision Fixturing and Controlled Assembly Environment
Fixtures hold components in the correct position during assembly, preventing movement or misalignment during joining operations. Custom fixtures designed for specific assemblies reduce positional variation at the source.
Marcus designs and manufactures custom fixtures in-house through its dedicated tool room with tool design and simulation capabilities. Fixture engineers design custom jigs that locate castings repeatably from casting datums, ensuring positional accuracy is maintained across every machined feature throughout the production run.
Temperature and contamination control matter just as much as the fixtures themselves. Thermal expansion in metal parts can shift dimensions by several microns in tight-tolerance fits—enough to affect fit and function.
For reference:
- Aluminum 6061 CTE is 23.6 µm/(m·°C)—a 1,000mm part grows ~1.18mm for a 50°C rise
- 4140 steel CTE is ~13.6 µm/(m·°C) between 20–500°C
CMM accuracy specifications are referenced to 20°C. Hexagon notes that CMM accuracy depends on ambient thermal environment and specifies measurement MPE (Maximum Permissible Error) according to ISO 10360-2.
In-Process Inspection and Metrology
Inline inspection using coordinate measuring machines (CMM), vision systems, and force monitoring catches dimensional deviation during assembly rather than at the end. Catching defects earlier in the process directly reduces cost.
The Cost of Quality (COQ) framework classifies quality costs into prevention, appraisal, internal failure, and external failure categories. Prevention and in-process appraisal costs are typically far lower than internal or external failure costs—recalls and warranty are external failures.
End-of-line verification using CMM and go/no-go gauging provides a final documented conformance check before the assembly ships—required under IATF 16949 and ISO 9001. Marcus's metrology and QA/QC systems are built to meet both standards.
What Happens When Precision Assembly Is Missing or Ignored
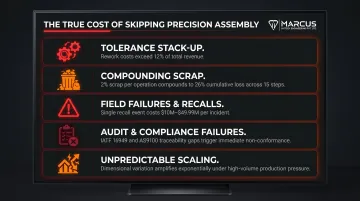
Cutting corners on precision assembly doesn't reduce cost — it shifts cost downstream, where it's harder to contain and far more expensive to fix. The consequences compound across operations, supply chains, and customer relationships:
- Tolerance stack-up triggers costly rework: Assemblies can fail dimensional acceptance even when individual parts are within spec. One case analysis found that visible scrap of 5% of revenue frequently grows beyond 12% once capacity loss, engineering investigations, and expediting are factored in.
- Scrap rates compound fast in high-volume runs: With 15 operations running at just 2% scrap each, cumulative finished-product scrap reaches 26% — a margin problem that worsens as output scales.
- Field failures generate outsized warranty costs: NHTSA's 2024 report documented 1,073 recalls affecting 35 million units in a single year. Those costs routinely exceed what upstream assembly controls would have required.
- Audit failures become harder to defend: Undocumented or inconsistent processes create compliance gaps across IATF 16949, AS9100, and ISO 9001 audits, particularly for safety-critical parts where traceability is non-negotiable.
- Scaling becomes unpredictable: Without controlled processes, increasing production volumes amplifies variation — making quality targets harder to hit precisely when output pressure is highest.
How to Get the Most from Your Precision Assembly Process
Precision assembly delivers compounding value when every stage — design, validation, and ongoing control — works as a connected system. Three practices make the biggest difference:
Apply DFM and tolerance analysis before tooling is committed. This prevents variation from being built into the process at the source. Early design collaboration reduces the cost of late-stage changes by 10x or more.
Validate the process before full-scale production. First article inspection (FAI) or proof-of-principle testing confirms that required tolerances are achievable consistently. PPAP submission typically requires at least 30 pieces from a production run, with SPC confirming stability across critical characteristics.
Use inspection data to drive ongoing adjustments. Precision assembly isn't a one-time setup — it's a practice. Cpk tracking, SPC, and regular gauge calibration are what keep a process performing to spec month after month.
Conclusion
The value of high-precision mechanical assembly is not abstract. It shows up directly in fitment quality, product reliability, scalable repeatability, and compliance readiness—outcomes that matter to procurement leads, engineers, and production managers alike.
When the right techniques are applied consistently and reviewed continuously, the returns are measurable: fewer rework cycles, tighter process windows, and documentation that holds up under customer audits. Those techniques include:
- DFM analysis to eliminate tolerance stack-up before production begins
- Tight-tolerance CNC machining for repeatable dimensional accuracy
- Precision fixturing to maintain positional consistency across batches
- In-process metrology (CMM, inline inspection) to catch deviations early
Treating precision assembly as an ongoing manufacturing discipline—operating under certified quality systems like IATF 16949:2016 and ISO 9001, with experienced process ownership at every stage—is how manufacturers build production lines that scale without compromising quality.
Frequently Asked Questions
What does mechanical precision mean?
Mechanical precision refers to the degree to which a machined or assembled component conforms to its specified dimensions and tolerances. In assembly, it describes how accurately and consistently parts are joined relative to their design intent.
What are high precision components?
High precision components are machined parts manufactured to very tight dimensional tolerances—often ±0.005mm or tighter—typically used in applications where fit, alignment, and functional performance are critical, such as aerospace, automotive, EV, and medical devices.
What does a mechanical assembly do?
A mechanical assembly joins multiple individual components—machined parts, fasteners, seals, bearings, and similar elements—into a functioning unit that performs a defined mechanical task, such as transmitting motion, containing pressure, or providing structural support.
What does a precision assembler do?
A precision assembler joins components to tight dimensional specifications using controlled techniques, specialized tooling, and inspection methods. The goal is to ensure the assembled unit meets all tolerance, functional performance, and quality requirements before it moves to the next stage or ships to the customer.
What are the three types of assembly?
The three broad types are manual assembly (operator-performed), semi-automated assembly (operator-assisted with machine support), and fully automated assembly (machine-controlled with minimal human intervention). High-precision assembly is achievable across all three — the tooling, fixturing, and inspection methods simply scale to match the level of automation.
What are the 5 steps in the subassembly process?
Typical subassembly steps include: (1) component inspection and verification, (2) fixturing and positioning, (3) joining or fastening, (4) in-process inspection, and (5) functional or dimensional verification before integration into the final assembly.